

What Type Of Pump Is Used For Chemical Transfer?
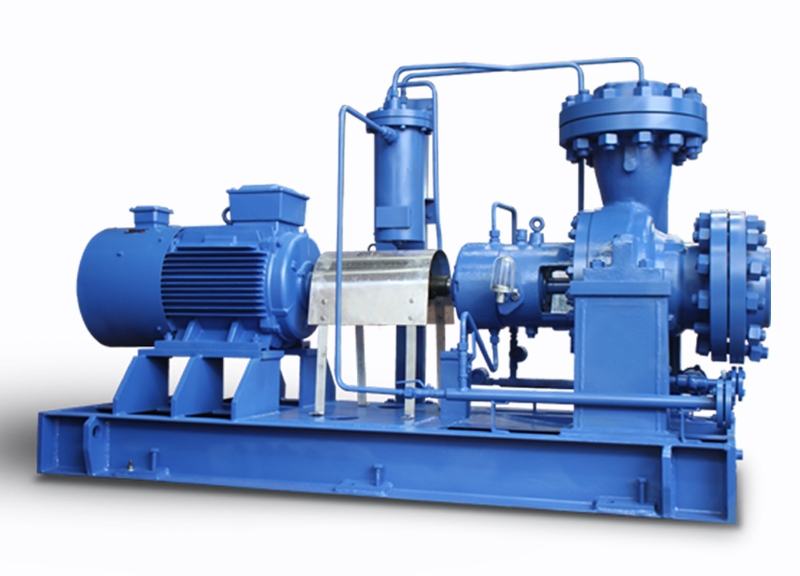
TKFLO chemical process pumps play a crucial role in the chemical conversion process essential for manufacturing finished products. These pumps are renowned for their high reliability, low life cycle costs, and resilience in challenging conditions. Widely utilized in the chemical process, petroleum, and petrochemical industries for low flow high head applications, TKFLO chemical process pumps are instrumental in enhancing the operation and efficiency of process systems, ultimately leading to reduced overall process costs. Notably, all TKFLO pumps are regenerative turbine pumps, offering a multitude of advantages over traditional centrifugal pump designs.

What Are Chemical Process Pumps?
Chemical process pumps are a type of industrial pump used to move fluids within a manufacturing or industrial process. These pumps are designed to handle a wide range of fluids, including water, chemicals, oil, and other liquids. They are commonly used in industries such as oil and gas, chemical processing, pharmaceuticals, food and beverage, and water treatment.
Process pumps are typically designed to handle high flow rates and high pressures, and they may be constructed from materials that are resistant to corrosion and abrasion. They are used to transfer fluids between different stages of a manufacturing process, such as from storage tanks to processing equipment, or from one part of a production line to another.
These pumps come in various types, including centrifugal pumps, diaphragm pumps, and positive displacement pumps, each with its own specific applications and advantages. They play a critical role in ensuring the efficient and reliable operation of industrial processes.
Advantage Of Chemical Process Pump
Chemical process pumps offer several advantages that make them well-suited for handling various types of chemicals and corrosive fluids in industrial applications. Some of the key advantages of chemical process pumps include:
Corrosion Resistance:
Chemical process pumps are designed to withstand the corrosive effects of chemicals and aggressive fluids. They are often constructed from materials such as stainless steel, alloy metals, or non-metallic materials like polypropylene or PTFE, which offer high resistance to corrosion.
Chemical Compatibility:
These pumps are engineered to handle a wide range of chemicals, acids, and corrosive liquids, making them suitable for use in chemical processing plants, pharmaceutical facilities, and other industries where the handling of aggressive fluids is required.
Reliability:
Chemical process pumps are built to operate reliably in demanding environments, providing consistent performance and durability even when handling challenging fluids. This reliability is crucial for maintaining the efficiency and safety of industrial processes.
Safety Features:
Many chemical process pumps are equipped with safety features such as leak detection systems, double containment arrangements, and sealless designs to prevent the release of hazardous fluids and protect the environment and personnel.
Customization Options:
These pumps can be customized to meet specific application requirements, including flow rates, pressure ratings, and material compatibility, ensuring that they are well-suited for the intended chemical handling tasks.
Compliance with Industry Standards:
Chemical process pumps are often designed and manufactured in accordance with industry standards and regulations, ensuring that they meet the necessary safety and performance requirements for handling chemicals and corrosive fluids.

Types Of Chemical Process Pumps
There are several types of process pumps, each designed for specific applications and operating conditions. Some common types of process pumps include:
These pumps use a rotating impeller to impart kinetic energy to the fluid, increasing its velocity and pressure. Centrifugal pumps are widely used in industrial processes due to their high flow rates and relatively simple design.
2. Positive Displacement Pumps:
This category includes various pump types such as gear pumps, diaphragm pumps, piston pumps, and rotary pumps. Positive displacement pumps move fluid by trapping a fixed amount and forcing it through the discharge port. They are suitable for applications requiring precise flow control and handling of viscous fluids.
3. Diaphragm Pumps:
These pumps use a flexible diaphragm to create a pumping action, making them suitable for handling corrosive, abrasive, or viscous fluids. They are often used in chemical processing, pharmaceutical, and food industries.
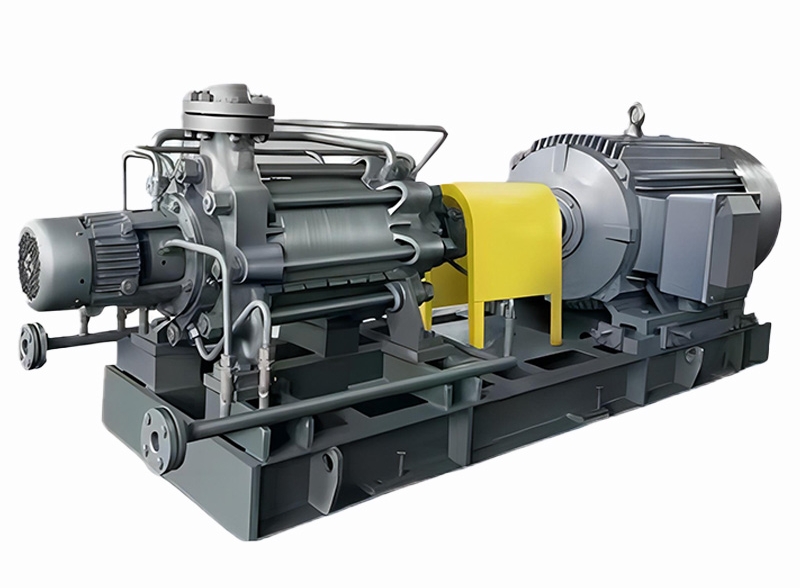
4. Multistage Pumps:
These pumps consist of multiple impellers arranged in series to generate high pressures. They are commonly used in applications requiring high-pressure fluid transfer, such as boiler feedwater, reverse osmosis, and high-pressure wash systems.
Designed to be submerged in the fluid being pumped, submersible pumps are often used for applications such as wastewater treatment, drainage, and groundwater pumping.
6. Magnetic Drive Pumps:
These pumps use a magnetic coupling to transmit power from the motor to the impeller, eliminating the need for a traditional shaft seal. They are suitable for handling hazardous or toxic fluids due to their leak-free design.
Post time: Sep-09-2024